




Introduction
Monoclonal antibodies (mAbs) have become a cornerstone in modern therapeutics, offering targeted treatment options across various diseases, including cancer, autoimmune disorders, and infectious diseases. According to The Insight partners, the mAb therapeutics market is expected to grow at a CAGR of 13.9%, reaching US$ 619.60 billion by 2031 from US$ 249.14 billion in 20241.
Reports suggest that the reasons for this unprecedented growth in mAb therapeutics are the increased incidence of chronic diseases, breakthroughs in biotechnology, and the growth of personalized medicines. Some other factors include supportive regulatory policies, an increase in approval rates for novel mAb products, and strong acceptance in emerging economies.
However, the manufacturing complexity of mAbs present significant hurdles in taking these therapies to market. This blog explores the top challenges in mAb manufacturing and Syngene’s innovative solutions for resolving them.
Top challenges in mAb manufacturing
1. High production costs
mAbs are produced in living cells, typically CHO (Chinese Hamster Ovary) cells, which require:
- Complex bioreactor systems
- High-cost media and feed strategies
- Long development and scale-up timelines
This leads to a high cost of goods sold (COGS) and substantial capital expenditure for facilities.
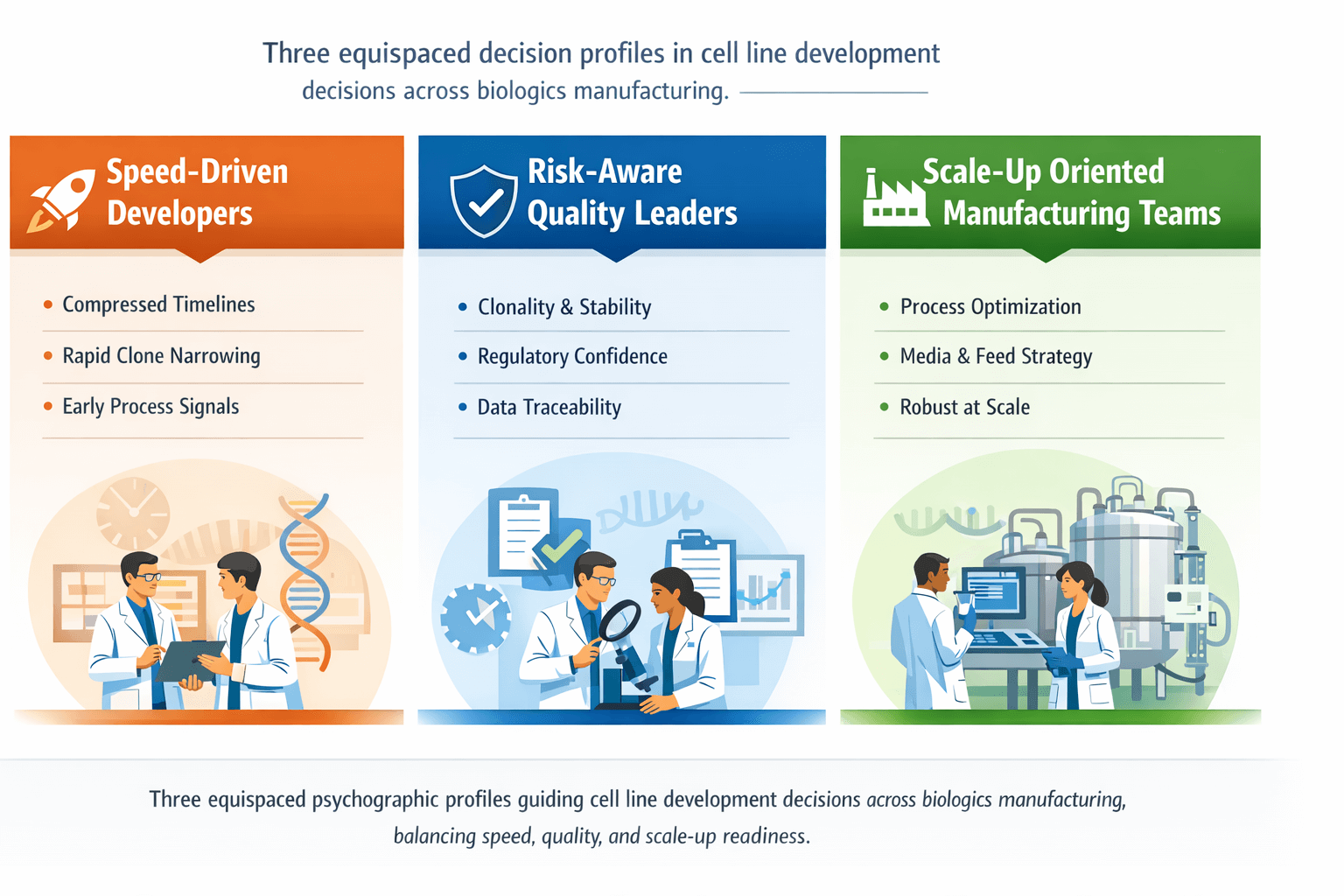
2. Scale-up and process optimization
- Cell line variability can affect yields and product quality.
- Upstream bottlenecks (e.g., low productivity clones) or downstream bottlenecks (e.g., chromatography column limitations) can hinder throughput.
- Process intensification (e.g., perfusion bioreactors) and continuous manufacturing offer promise but are not yet industry standard.
3. Regulatory scrutiny – Biologics face stringent regulatory requirements related to:
- Process validation
- Impurity control, including costly virus removal steps and viral clearance testing
- Comparability studies (especially for biosimilars)
- Compliance with regulatory guidelines across global markets, increasing manufacturing complexity
How our novel intensified fed-batch process is enabling clients with higher titers
1. High production costs
We have implemented an intensified fed-batch process that results in a 3-4 fold increase in production titers. This advancement addresses common challenges in mAb production, such as low yields and lengthy processes, by optimizing upstream processes and enhancing efficiency.
Our hybrid strategy encompasses both perfusion and high-seeding density methods. This approach involves:
- Modification of existing/developed fed-batch process without increasing the size of the production bioreactor
- Using a very high initial seed density (HSD) by alternating tangential flow filtration at the N-1 stage of the perfusion process.
- Using basal media (media blending strategy) with an enriched feed strategy for the N-1 stage and production
- Performing scalability with optimum aeration, agitation, and temperature shift conditions to achieve:
- Higher protein yields
- Desired protein quality
- Less accumulation of unwanted metabolites
The process is ideal for high protein production at a large scale without expanding the existing manufacturing footprint. Our unique media blending strategy keeps the culture viable for a longer time while minimizing undesired waste accumulation during the production process. With this hybrid method, customers can achieve higher titers of 7-12 g/L (3-to-4-fold increase) without impacting product quality. Further, by adopting our intensified N-1 and HSD production, the overall cost of goods (COGs) can be reduced even with fewer batches.
Case studies demonstrating our expertise in mAb manufacturing
Four-fold increase in titer using our unique protein platform
A prominent biotech company focused on advancing mAb therapies for cancer treatment partnered with us to address their complex manufacturing requirements. We implemented our new protein platform process that resulted in a four-fold increase in titer in less than a year, significantly enhancing efficiency and reducing costs for the biopharma company. Our approach successfully addressed previous issues related to low yield and lengthy processes, enabling the production of high-quality clones ideal for mAb manufacturing. The notable increase in titer achieved within such a short timeframe underscores the effectiveness of our methodology. Read case study
Our hybridoma platform for manufacturing mAb cocktail formulations
A global biotech company partnered with us to launch new reagent kits essential in cell and gene therapy. We developed a unique hybridoma platform for them that ensured the successful integration of hybridoma cell lines with five different ancillary raw materials (ARMs). These ARMs were used to formulate three ancillary reagents (ARs), which were a cocktail of these ARMs in defined combinations and specified concentrations. The client integrated these reagents into analytical kits, providing end-users with powerful tools for stem cell identification, characterization, and analysis. The success of this project will enable researchers worldwide to accelerate their stem cell studies, supporting advancements in regenerative medicine, developmental biology, and cellular therapy. Read case study
Enhancing nanofiltration efficiency in mAb production process
Viral clearance is a regulatory requirement in biologics manufacturing. Nanofiltration can be a bottleneck due to membrane fouling and flux decay. A major pharma company was facing challenges in the nanofiltration step of its mAb production process. During virus spiking at 1% – 0.5% of the load volume, they encountered reduced filtration efficiency and flux decay. Our in-house viral testing team delivered a solution that resulted in the client successfully achieving the desired target throughput with flux decay levels at under 40%. We were able to effectively control virus aggregates, resulting in a more efficient and cost-effective nanofiltration process. The optimized process enabled the client to operate at higher flow rates while maintaining effective virus clearance throughout the process. Read case study.
Manufacturing the drug substance for Zoetis’ first-in-class mAb osteoarthritis drug
Animal health major Zoetis required a reliable manufacturing partner to support the production of Librela®, the first mAb approved for canine osteoarthritis. We enabled the right-first-time scale-up of the drug substance from 10L to 500L. For this, we met stringent process performance parameters during scale-up, including optimizing process conditions to achieve high product quality while maintaining titer consistently. Zoetis went on to receive EMA and US FDA approvals for Librela, paving the way for the commercial launch of their drug in the EU and US markets per timelines. Read case study
Future outlook
With ~30 mAbs approved or in review stage in the EU or the US between 2024-252 , the need for reliable, scalable, and cost-effective manufacturing solutions cannot be stressed. To overcome these hurdles, biotechs need to invest in modular and flexible biomanufacturing facilities, single-use technologies for quicker turnaround and lower contamination risk, automation for predictive process control, AI-driven bioprocess optimization, improved purification tools, etc – all involving high capital expenditure and expertise.
Preferred partner
Leading CDMO Syngene offers end-to-end Biologics development and manufacturing solutions for mammalian and microbial systems. Our biologics manufacturing facilities have a total installed, single-use bioreactor capacity of 50,000 Liters across the US and India. We also have a sterile fill-finish facility with a total capacity of 1 million vials/day. This provides our customers with both flexibility and scale in mAb manufacturing.
Further, we employ cutting-edge automation and digitization tools at each stage of manufacturing — resulting in larger quantities of mAbs within a shorter timeframe. Our platform processes and expertise in process optimization also brings with it more opportunities to improve costs and reduce environmental impact – the latter being a growing concern with mAb production.
With over 150+ biologics projects delivered, strong regulatory track-record (FDA, PMDA,MHRA) and industry-leading titers, we are the partner of choice for biotechs seeking to accelerate their mAb programs –lab to commercial.
To know more, contact our experts.
References
- https://www.globenewswire.com/news-release/2025/05/30/3091033/0/en/Monoclonal-Antibody-Therapeutics-Market-Size-to-Reach-USD-619-60-Billion-by-2031-Driven-by-Production-of-mAB-Based-Drugs-to-Treat-Several-Diseases-and-Innovative-Product-Launches-P.html
- antibodysociety.org/resources/approved-antibodies/